-

河北中建管业有限公司
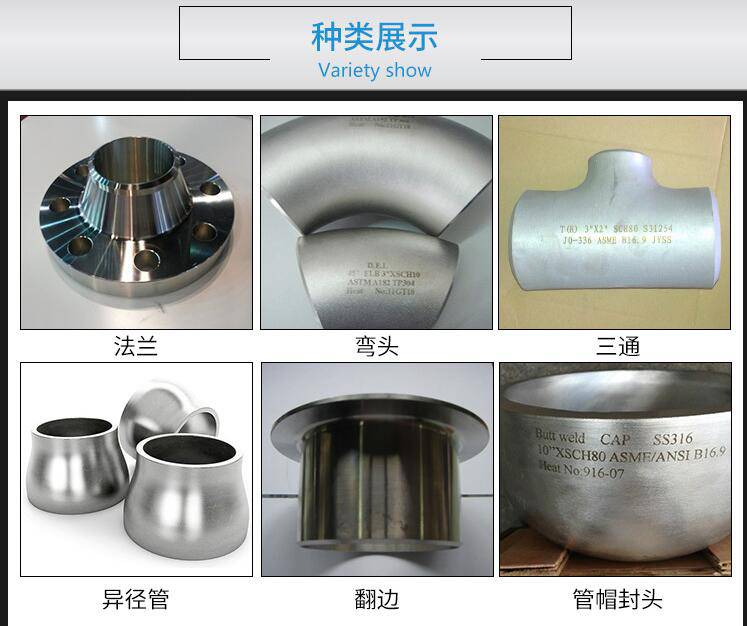
主营:哈氏合金,镍基合金,双相钢,弯头三通 - 16630767326

河北中建管业有限公司
主营:哈氏合金,镍基合金,双相钢,弯头三通 6
6






NS333(中国)、NC17D(法国)、W.Nr.2.4819、NiMo16Cr15W(德国)hastelloyc-276、UNS N10276(美国) NiMo16Cr15Fe6W4(ISO)
UNS N10276适合采用任何传统焊接工艺焊接,如钨电极惰性气体保护焊、等离子弧焊、手工亚弧焊、金属较惰性气体保护焊、熔化较惰性气体保护焊。
焊接操作应在规定的低热量输入下进行,层间温度不**过120℃,并采用窄焊道技术,注意正确选择电焊丝和电焊条的直径(请咨询我们的焊接实验室)根据这些原理,可以控制焊接参数并得到表-8 所示的单位长度的热量输入。